-

- 雜志類目(編輯計劃)/li>
- 雜志類目(投稿服務)/li>
- 全站底部/li>
- 移動應用描述/li>
- 雜志類目(編輯簡介)/li>
- 雜志類目(編輯計劃)/li>
- 視頻/li>
- 管窺擠出精品/li>
- 默認分類/li>
- 求購
- 供應
- 視頻
- 宣傳矩陣
-







陶永亮1,周鑫2
(1.重慶川儀工程塑料有限公司,重慶400712;
2.重慶科聚孚新材料有限責任公司,重慶401332)
摘 要:吸濕性是由塑料中親水基團給材料帶來的特性,為了消除塑料吸濕性,人們通過各種干燥裝置對塑料預先干燥,但投入物力人力較多、成本高。本文講述了傳統塑料機干燥方法不足之處和免烘干注塑機基本原理,分析了免烘干注塑機在實際使用中的優勢,將改變傳統烘料工藝,吸濕性材料直接進行注塑產品,結合了現場PA6、PET、PC(PMMA)等常用塑料使用情況,塑件均達到要求,免烘干注塑機將成為節能低碳綠色注塑的趨勢。
關鍵詞:免烘干注塑;低碳綠色;穩定加工:提升質量;節能增效
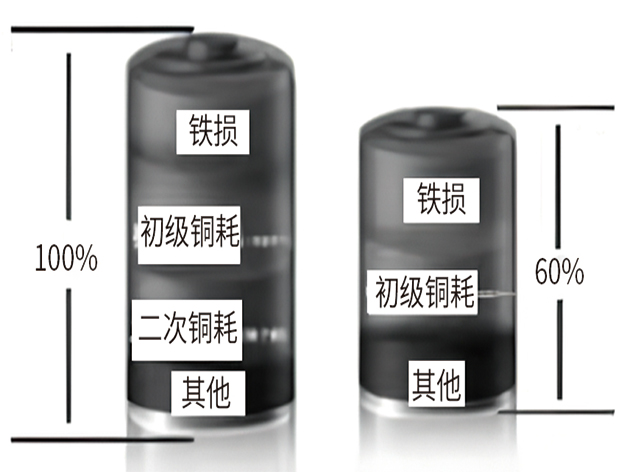
塑料注射成型機(以下簡稱注塑機)[1]。注塑機是將熱塑(熱固)性塑料通過成型模具制成各種所需形狀產品的成型加工設備[2]。注塑機研發與制造是塑料工業發展的重要支柱產業,已作為注塑產品的生產母機。注塑機是我國制造生產和現場應用量最大的塑料成型機之一。我國第一臺注塑機誕生于1958年[3],經過60多年發展,目前從鎖模力從2t到8500t,注塑量10g到140kg以上的大部分機型均能自主生產,機型齊全。其中8500t注塑機實現了超大型注塑機在全球同行業的領先地位[4~5]。在注塑中,對于吸濕性材料必須要烘料干燥后才能進行注塑,烘料干燥是注塑成型工藝中不可或缺的重要環節之一。烘料裝置是注塑中必不可少的周邊設備,對注塑與表面質量起著重要作用。烘料裝置耗能較大,僅注塑機上烘料斗加熱用電占到了15%[6],使用較廣的200kg烘料桶一小時用電3.3kW.h(度),烘料裝置投入等也是較大。現在免烘干注塑機問世將改變傳統烘料工藝,吸濕性材料直接進行注塑產品,且達到塑件要求,免烘干注塑機將是節能低碳綠色注塑的方向。
1 免烘干注塑機基本原理與概況
1.1 傳統塑料干燥機原理
一般傳統塑料干燥機工作原理:在風機吹風作用于內部發熱管的熱風吹入錐型料斗內部,有上下篩網與料斗表面作為通風入干燥機桶內→發熱絲通電→風機吹風的作用下→風吹入料桶達到干燥的目的[7]。傳統干燥機存在著無智能檢測傳感器,無法智能控制干燥風量大小,是恒風量運行,耗電量較大、熱能轉換率低下、能量浪費很大等情況[8],干燥效果并不很滿意。企業做產品材料一致性強,采用集中烘料,再通過輸送管傳送到每一臺注塑機上,這樣的操作也是花費設備投入,人力費用和能耗。如圖1所示。塑料中水分較多,導致塑料剪切黏度降低,往往不當的干燥,將給塑件帶來較多缺陷,包括銀紋,強度不夠,起皮,無光澤和透明度不夠等。為了達到塑料干燥目的,有的企業先把原料在烘箱干燥后,再送入隨機烘料斗里,但是普通料斗式干燥及烘箱干燥,已經遠遠無法滿足工程塑料干燥要求,除濕干燥機,真空除濕干燥機已經進入了千家萬戶企業,這些硬件投入都是很昂貴,無形中給企業增添了不少負擔。


圖1 烘料斗示意圖
1.2 免烘干注塑機原理
免烘干注塑機簡稱排氣式注塑機。在成型加工中,材料中常含有超量濕氣和水分,如果不排除掉會影響產品表面質量,對于黏附在料粒外面水分,可以用烘干設備和干燥設備除去,但是還有一些材料是在加工過程中,例如在螺桿預塑時,一部分水分和溶在高分子中的揮發物會逸出來,這部分氣體或水分只有在排氣式注塑機上才能完成排除;保證符合質量要求的制品,并簡化干燥設備,減少能量消耗,縮短的成型周期,排氣式注塑機是很有發展前途的設備。免烘干注塑機基本原理:注塑機在塑化單元上增設了排氣功能或裝置[9],機體上設有用于廢氣回收的裝置。沒有經過烘料處理塑料顆粒,在通過料筒塑化過程中,在螺桿作用下,將塑料中水分通過螺桿與料筒中排氣設置,在注塑到模具前,將水分等排除出料筒之外。較好地節省了傳統注塑機注塑產品前對材料干燥步驟,達到了節能減排、綠色環保目的[10]。
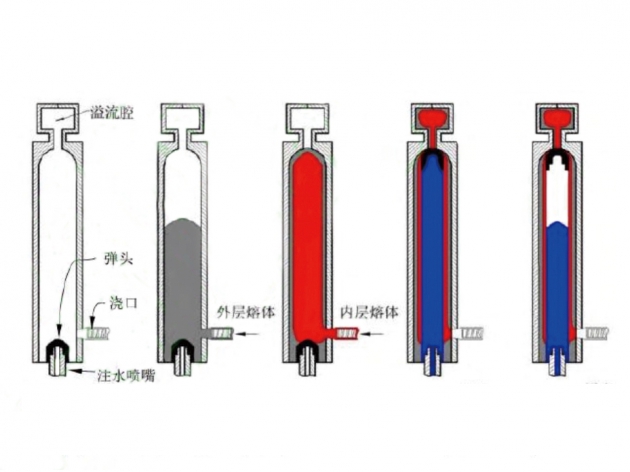
排氣式注塑機和普通注塑機的塑化裝置區別是塑化部件,螺桿是往復式排氣式螺桿,如圖2,3所示。排氣式注塑機的塑化注射機筒上有排氣孔,塑料熔體中含有揮發性氣體和水分等能直接排出機筒之外、排入大氣中[11],也可通過管路與抽真空系統連接,使排氣口部位產生負氣壓,以加快氣體排出。排氣式螺桿結構上分成前后兩段,第一段為加料段、壓縮段與計量段;第二段為減壓段、壓縮段與計量段。材料在排氣式螺桿里工作過程:塑料經過熔融、壓縮→熔料減壓→熔料內氣體膨脹→氣泡破裂并與熔體分離→排氣[12],經過排氣后熔體進一步進行剪切均化。塑料從加料口,進入第一階段螺桿后經過第一段加料段輸送,壓縮段熔體已成為黏彈狀態,再經過一段末端過渡剪切元件使熔體變薄,氣體附著在熔體層表面上,進入二段螺桿減壓段。減壓段螺槽突然變深,容積增大,同時減壓段料筒上設有排氣孔,其孔連接排入大氣裝置或接入真空泵貯罐裝置,當減壓段螺槽中熔體壓力快速降低至零或負壓,熔體中受到壓縮水蒸氣或各種氣化揮發性物質通過氣泡破裂時,能從熔體中脫出,從排氣口排出。脫除氣體熔體經第二段壓縮段和計量段進一步塑化,從熔體內部排至表面上小氣泡容易逸出并排入大氣[13]。
在排氣注塑成型中,熔體在減壓段螺槽中所占橫截面積、停留時間、剪切效果都與排氣效率息息相關。當橫截面積小時(即充滿程度小)、停留時間長、剪切作用大,則排氣效率較高。這有較充分時間和空間使各種氣體能從熔體表面釋放出來,剪切作用促使熔體內氣泡破裂,且容易克服周圍介質阻力而釋放[14]。
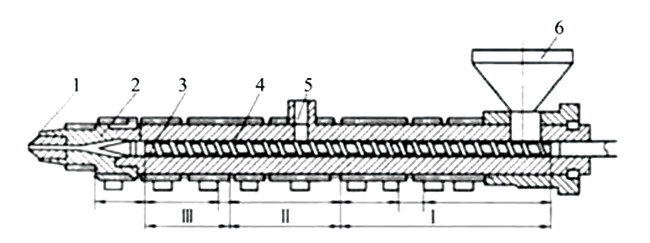
1—噴嘴;2—前段機筒;3—螺桿;4一主機筒;5—排氣孔;6—料斗
I—螺桿的第一階段;Ⅱ—螺桿的排氣區;Ⅲ—螺桿的第二階段
圖2 排氣式注塑機機筒和螺桿結構示意圖
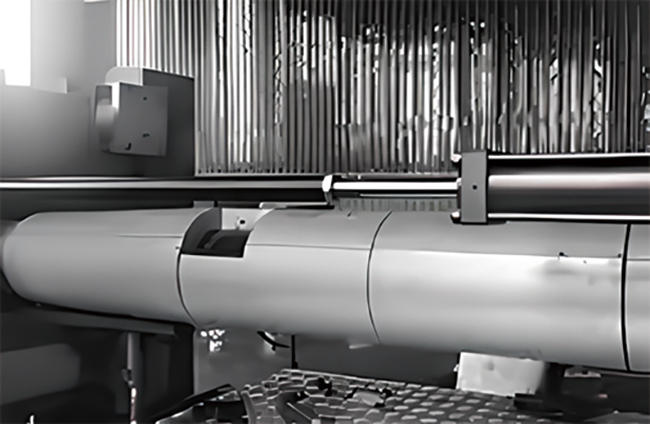
圖3 排氣式注塑機機筒排氣孔示意圖
排氣式注塑機控制系統采用全閉環響應設計,伺服驅動,高效節能加熱圈、注射重量控制精度在0.3%以下,均屬精密注塑機范疇。射速在120~140mm/s,射出位置精度在0.1mm之內;鎖模控制精度1mm之內;生產過程中的所有重要數據實現智能化,數字化管理,機臺重要數據都有記錄,均可導出。實現注塑機遠程控制和檢查,實現問題故障預測和評估在制造廠家的電腦終端體現出來,實現快速診斷[13]。
1.3 免烘干注塑機優勢
排氣原理很早就有應用,直到20世紀60年代才出現在排氣式注塑機。由于當時技術、成本等各方面的原因,在較長的時間里面沒有得到發展。隨著時代發展,人們對塑件加工要求提升和產品質量要求提高。對排氣注塑機需求人們又重新重視起來,這樣推動了排氣式注塑機研發與制造。免烘料注塑機的問世,給注塑帶來了無需將吸水較強的材料進行烘干,減少其工序,節約時間;可以除去低分子揮發物至最低限度,提高塑料產品機械強度,改善其外觀質量[15];使材料容易成型加工,能得到光滑表面的產品;可以利用加工回收料、或存放不妥的原料[16];減少不良品,提高生產效率,對于各種著色材料更換時,節約時間,提高功效;減少專用干燥設備與場地,節約電能、達到節約成本;更重要地符合低碳綠色制造理念。
在注塑加工時,塑料在料筒里塑化時,濕氣和揮發物排不干凈帶入產品中,容易使產品性能下降與出現各種外觀缺陷等。對于高價值工程塑料,如聚碳酸酯、聚酰胺、聚甲苯丙烯酸酯、醋酸纖維素、ABS、AS等在產品表面極為明顯,包括聚烯烴類塑料經過增強改性后,添加了纖維和其他助劑后,導致增強改性材料具有吸濕性,還包括生物基降解塑料等材料都需要干燥處理,由此可見需干燥處理材料占著很大的比例。一般在注塑加工前要除濕、干燥處理。需投入高性能的除濕干燥設備以及維護,還需合理的干燥溫度、干燥時間等工藝條件,這樣的操作對水分和揮發物排除不一定很有效果。且除濕干燥工序已成為提高效率、實現注射成型自動化的一個障礙[17]。由此,用戶急需要一種免干燥排氣式設備來解決烘料帶來的諸多問題。
2 免烘干注塑機應用案例
2.1 手電鉆機殼節電測試
手電鉆機殼產品選用PA6改性材料制作,產品凈重為294g,尼龍是極易吸水且不容易烘干的材料,選用238t免烘干注塑機生產,并進行電能測試做比較。產品成型周期為48s。如圖4所示,電表起始度數為4171.46,試驗時間為連續生產6h后電表度數為4220.63,即4220.63-4171.46=49.17/6=8.195,實際耗電每小時8.19度(k.Wh)。客戶原用普通200 t注塑機生產(包括烘料斗運行),耗電每小時13.6度(k.Wh),免烘干塑機比原先普通200t注塑機每小時節省5.3度(k.Wh),顯示出免烘干塑機無需預干燥,節約電能,比普通注塑機節電30%以上。同時,手電鉆機殼產品在生產過程中,模具溫度60~100℃,實現質量穩定,節能增效的雙贏。
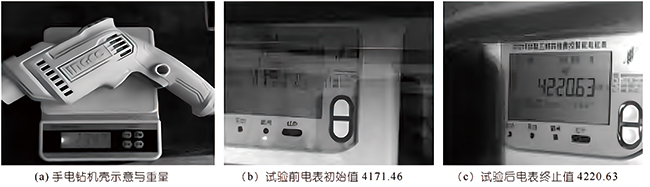
(a)手電鉆機殼示意與重量 (b)試驗前電表初始值4171.46 (c)試驗后電表終止值4220.63
圖4手電鉆機殼免烘干塑機節能試驗示意圖
2.2 電冰箱收納盒PET質量穩定
電冰箱收納盒產品選用PET(Polyethyleneterephthalate)聚對苯二甲酸乙二醇酯材料制作。產品重量200g,一模出一件,熱流道中心直澆口進料,如圖5所示。PET材料不用烘料,直接倒進料斗里加工,調機到第五、六模時,產品外觀質量達到要求,產品中沒有銀絲缺陷,說明注塑料中不含水分。用戶直接進行批量生產。在普通注塑機生產,PET需要干燥溫度120~140℃、4~6h烘料過程,經常因烘料不好,造成調車中廢品增加。PET加工時,要用模溫機進行模溫控制,一般在100~140℃,薄件取小值,壁厚取大值。模溫直接影響熔體的冷卻速度和結晶度,結晶度不同、塑件性能不同[18]。
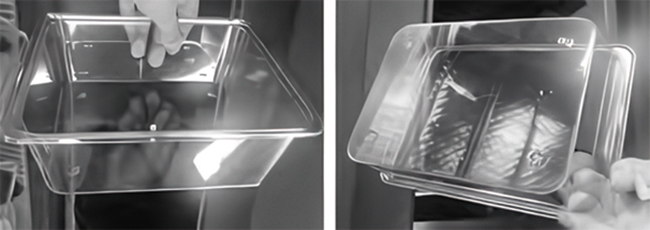
圖5電冰箱里收納盒
2.3 PC鏡片一出六模達到要求
500度近視鏡片產品用聚碳酸酯(PC)制作,采用一模出六件。PC鏡片加工過程中對烘料有很高的要求,烘料不到位,PC材料本身折射率改變以及應力雙折射等,都會對鏡片成像質量產生影響[19]。普通注塑機加工鏡片,烘料溫度120℃,一般4~6h。因烘料不當時產品容易出現銀絲、料痕、黑點等缺陷,加上鏡片中間厚度較厚些,給產品注塑帶來較大的困難。采用免烘干注塑機加工,模溫范圍80~120℃。模具做了一些調整,主要在每個鏡片末端加排氣井,便于注塑時容易排氣,注塑起初時調整工藝浪費10模后,基本上生產穩定,產品透明度好,表面質量好,得到用戶的認同。如6所示。
(a)透鏡一出六示意圖 (b)單個透鏡示意圖
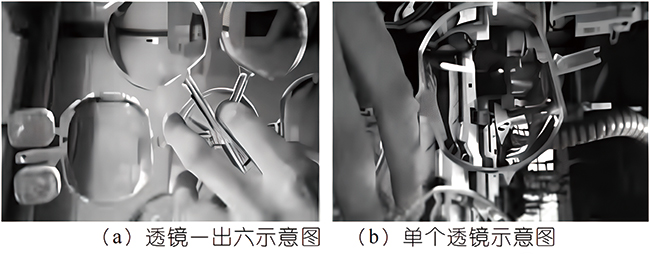
圖6 500度PC近視鏡片示意圖
近視鏡片也有用亞克力制作,圖7所示。400度近視鏡片采用聚甲基丙烯酸甲酯(poly(methylmethacrylate,簡稱PMMA)材料加工,也稱有機玻璃,采用一模出八件。PMMA在普通注塑機上加工,烘料溫度在80℃,烘料時間4~6h。采用免烘干注塑機加工,模溫范圍60~90℃,生產穩定,產品質量好。
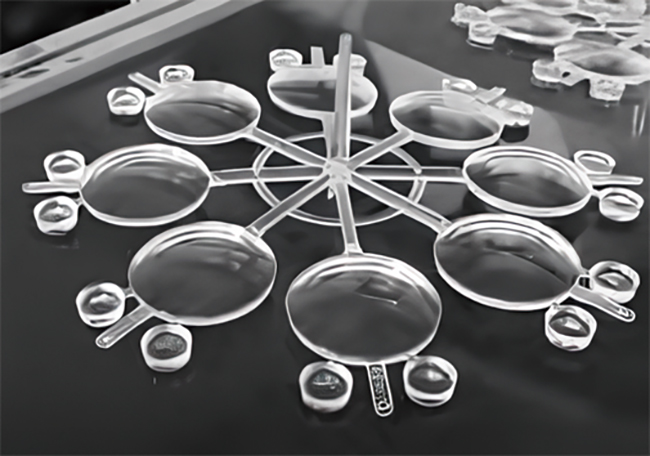
圖7 400度PMMMA近視鏡片示意圖
2.4 P6-GF30轉子端蓋一出四模達到要求
在微型電機轉子和銅線圈之間繞線時常會轉子和銅線碰擦影響電機性能。現轉子兩端套上一個端蓋,在崁線時線不被轉子上銳角等碰傷而影響整個微電機的絕緣性能[20]。端蓋周邊厚度均為0.5mm,取負公差0.1mm,厚了占繞線空間,長度為15mm,能封住口部就可。轉子端蓋用P6-GF30材料制作,材料需要干燥處理。其材料吸水性強,干燥時間較長,容易發黃,影響使用效果。現在采用110t免烘干注塑機加工,模溫70~100℃之間,一模出四,產品和澆口重60g,每分鐘4模,生產穩定,產品不發黃,沒有異常情況。
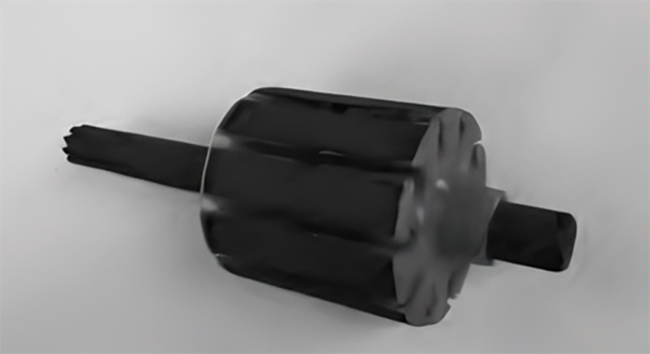
圖8 端蓋安裝在轉子上示意圖
 ?
?
圖9 轉子端蓋現場生產示意圖
3 結束語
通過對PC、PET、PA6等材料在免烘干注塑機應用取得了成功,尤其透明件注塑成型的產品不僅美觀,而且透明度極高,驗證免烘干注塑機的應有功效,為吸濕性材料直接進行注塑產品開拓了廣闊的前景。目前除了個別塑料不需干燥處理,而大多數塑料需要干燥處理,我國使用傳統式注塑機居多,烘料干燥設備配套也多,僅烘料干燥方面要消耗了更多地電力能源與人力,而免烘干注塑機的問世,將改變傳統烘料干燥方式,塑料直接加工成型,符合產品質量要求,其將帶動整個注塑行業向節能低碳綠色方向發展的趨勢,推廣免烘干注塑勢在必行。
參考文獻:
[1] 塑料注射成型機:JB/T7267—2004[S].
[2] 王忠輝.注射和保壓壓力對聚丙烯結晶形態及性能影響的實驗研究[D].江西:南昌大學,2018.
[3] 陶永亮,姚科.注塑過程控制技術和智能化發展趨勢[J].工業控制計算機,2019,32(4):17-20.
[4] 蔡恒志.淺談高檔精密注塑機發展現狀及前景[J].塑料制造,2010,0(04):72-74.
[5]順德伊之密8500t注塑機研制成功[EB/OL].[2022-02-26].https://www.fs0757. com/home/article/view/id/26273. html.
[6] 陶永亮,張明怡,張宏.基于“雙碳”目標下注塑機節能化的改進[J].橡塑技術與裝備,2022,48(11):60-63.
[7]東莞市天天自動化設備有限公司.塑料干燥機的工作原理[EB/OL]. http://www.szdatian. net.cn/szdatian_article_123197.html.
[8] 廣東新同昌節能科技有限公司.一種料筒烘干節能裝置:CN201910545367.4[P].2020-12-22.
[9] 廣東伊之密精密注壓科技有限公司,廣東伊之密精密機械股份有限公司.一種免烘干塑料的注塑機:CN202010345349.4[P].2020-08-07.
[10] 廣州市啟航實業有限公司.一種適用于peek自烘料式多段擠出注塑機: CN202410792404.2 [P]. 2024-08-27.
[11] 廣東伊之密精密機械股份有限公司.注塑機的注射裝置:CN201120192886.6[P].2012-01-18.
[12] 江西豐迪新材料有限公司.一種注塑機排氣機構:CN201822087822.4[P].2019-11-01.
[13] 本刊記者.專注節能,綠色注塑"排氣式免烘干"成就"華億"[J].橡塑技術與裝備,2021,47(16):1-4.
[14] 華億機械.排氣式注塑機優勢[EB/OL].http://www.huayisuji.com/product/10.html.
[15]惠州市志海新威科技有限公司.一種含有超支化聚合物的高阻燃PVC制品:CN202010810338.9[P].2020-10-20.
[16] 賀斌.先進注塑模結構分析及注塑工藝實驗[D].山東:青島理工大學,2005.
[17] 浙江安布雷拉新材料制造有限公司.一種排氣式注射機:CN202321097225.4[P].2023-11-21.
[18] PET塑料注塑工藝解析[EB/OL].[2017-06-19].http://www.360doc.com/content/17/0619/21/38494476_664557089 . shtml.
[19]塑膠透鏡吸濕對成像質量影響仿真分析[EB/OL].[2024-06-03].https://mp.weixin.qq.com/s/vN7NcKXCSj7DSTaotUCQjg.
[20] 陶怡,鄭英杰,陶永亮.微電機轉子端蓋塑料模具設計與制造[J].橡塑技術與裝備,2018,44(18):43-46
















 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除...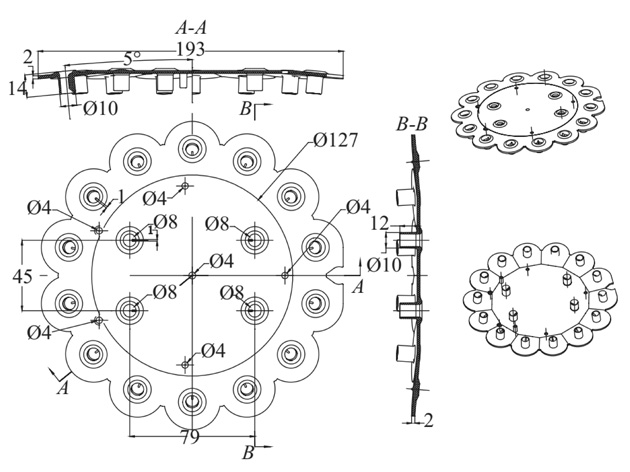 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





