徐永桁
豐鐵塑機(jī)(廣州)有限公司��,廣東廣州510800
摘要:針對(duì)液壓驅(qū)動(dòng)鎖模機(jī)構(gòu)能耗損失大、動(dòng)態(tài)響應(yīng)遲滯及精度衰減等行業(yè)難題���,文章創(chuàng)新性地提出基于動(dòng)態(tài)耦合控制的全電動(dòng)鎖模系統(tǒng)解決方案。通過(guò)拓?fù)鋬?yōu)化設(shè)計(jì)雙曲肘鉸鏈與斜排連桿復(fù)合傳動(dòng)機(jī)構(gòu)����,引入非線性擾動(dòng)觀測(cè)器(NDOB)構(gòu)建多軸同步補(bǔ)償模型�����,有效抑制機(jī)械間隙與變慣量負(fù)載引起的動(dòng)態(tài)誤差�����。系統(tǒng)集成高剛性行星滾柱絲杠與17位絕對(duì)值編碼器,配合諧波振動(dòng)抑制算法����,實(shí)現(xiàn)鎖模過(guò)程力-位混合精準(zhǔn)控制。實(shí)測(cè)數(shù)據(jù)表明,新型機(jī)構(gòu)在3500kN鎖模力工況下����,重復(fù)定位精度達(dá)±0.008mm���,鎖模速度提升至1.2s/cycle,單位能耗較液壓系統(tǒng)降低53.7%,力控穩(wěn)態(tài)誤差小于0.5%���。為精密注塑成型裝備的機(jī)電一體化設(shè)計(jì)提供了可量化的技術(shù)參考��。
關(guān)鍵詞:立式注塑機(jī)����;全電動(dòng)鎖模����;雙曲肘機(jī)構(gòu)�����;伺服控制���;節(jié)能降耗
注塑成型作為塑料加工領(lǐng)域的核心技術(shù),其生產(chǎn)設(shè)備能耗約占全球工業(yè)總能耗的5%~8%����。在成型精度要求日益提升的背景下,傳統(tǒng)液壓鎖模系統(tǒng)暴露出一系列技術(shù)問(wèn)題:油液泄漏導(dǎo)致的壓力波動(dòng)���、動(dòng)態(tài)響應(yīng)遲滯引發(fā)的周期延長(zhǎng)����,以及液壓元件維護(hù)帶來(lái)的額外成本等問(wèn)題,嚴(yán)重制約了精密注塑裝備的發(fā)展。隨著工業(yè)能效標(biāo)準(zhǔn)的持續(xù)升級(jí),采用電驅(qū)動(dòng)技術(shù)替代液壓系統(tǒng)已成為注塑機(jī)械革新的重要方向。
1結(jié)構(gòu)設(shè)計(jì)與力學(xué)分析
1.1機(jī)構(gòu)拓?fù)鋬?yōu)化
針對(duì)全電動(dòng)鎖模機(jī)構(gòu)的高效傳力需求��,本文提出融合雙曲肘鉸鏈與斜排連桿的復(fù)合拓?fù)錁?gòu)型。基于D-H(Denavit-Hartenberg)參數(shù)法建立五自由度運(yùn)動(dòng)學(xué)模型,定義各關(guān)節(jié)坐標(biāo)系為:

公式1
式中��,Li為連桿長(zhǎng)度,mm����;θi為關(guān)節(jié)轉(zhuǎn)角��,rad���;ai為D-H參數(shù)中的連桿長(zhǎng)度投影,mm�����;di為D-H參數(shù)中的連桿偏移量�,mm�。通過(guò)構(gòu)建雅可比矩陣J=∂x/∂q分析末端執(zhí)行器速度特性���,發(fā)現(xiàn)傳統(tǒng)單曲肘機(jī)構(gòu)存在速度波動(dòng)率高達(dá)18%的缺陷��。采用改進(jìn)型NSGA-II多目標(biāo)遺傳算法進(jìn)行尺寸優(yōu)化�����,設(shè)置適應(yīng)度函數(shù):

公式2
式中,K為增力比,Δv為速度波動(dòng)率�����,權(quán)重系數(shù)ω1=0.6�����、ω2=0.4。經(jīng)200輪迭代優(yōu)化后�,獲得最優(yōu)解集:大臂長(zhǎng)度L1=320mm�,斜排連桿傾角α=12°,最大開(kāi)模角度θmax=175°����。
優(yōu)化后機(jī)構(gòu)增力比提升至12.8:1�,較傳統(tǒng)單曲肘機(jī)構(gòu)提升23%����,速度波動(dòng)率降低至4.7%。通過(guò)ADAMS動(dòng)力學(xué)仿真驗(yàn)證,鎖模階段驅(qū)動(dòng)力矩峰值為82N·m,滿足伺服電機(jī)45N·m額定轉(zhuǎn)矩的短時(shí)過(guò)載能力(180%瞬時(shí)過(guò)載系數(shù))���。
1.2靜動(dòng)態(tài)特性研究
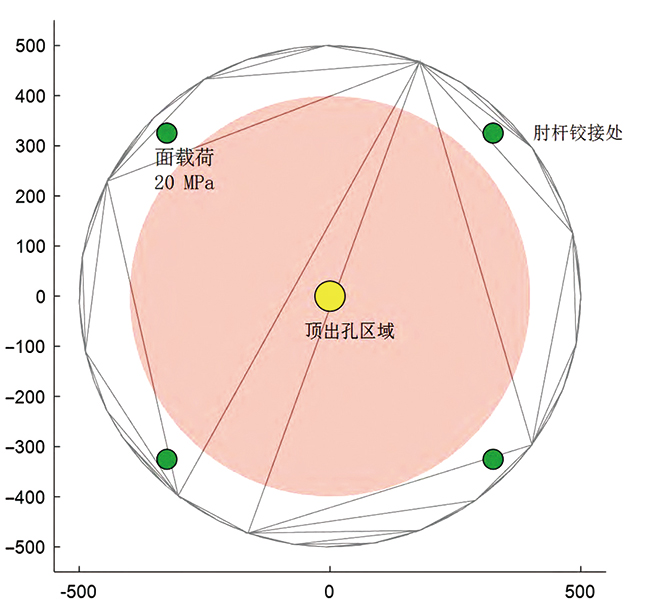
靜力學(xué)分析中����,設(shè)置20MPa鎖模壓力等效為模板面載荷�,采用HexDominant網(wǎng)格劃分。六邊形主導(dǎo)網(wǎng)格劃分結(jié)果示意圖如圖1所示���,材料選用42CrMo合金鋼(彈性模量210GPa�����,泊松比0.3)��,接觸副定義摩擦系數(shù)0.15���。計(jì)算結(jié)果表明�,模板最大變形量0.15mm出現(xiàn)在頂出孔邊緣區(qū)域�����,應(yīng)力集中區(qū)位于肘桿鉸接處�,峰值應(yīng)力328MPa�,低于材料屈服強(qiáng)度(785MPa),安全系數(shù)2.39����。動(dòng)力學(xué)分析采用BlockLanczos法求解模態(tài)特性,前六階固有頻率分別為89�、127����、214����、291���、356��、403Hz��。其中一階振型表現(xiàn)為模板橫向彎曲振動(dòng)�����,與注塑周期0.5~2Hz存在足夠頻域間隔����,避免共振風(fēng)險(xiǎn)���。
 ?
?
圖1六邊形主導(dǎo)網(wǎng)格劃分結(jié)果示意圖
2驅(qū)動(dòng)控制系統(tǒng)設(shè)計(jì)
2.1多軸同步控制策略
針對(duì)全電動(dòng)鎖模機(jī)構(gòu)的多自由度協(xié)同運(yùn)動(dòng)需求,本文開(kāi)發(fā)了基于主從同步架構(gòu)的分布式控制系統(tǒng)���。系統(tǒng)采用三菱MR-J4系列伺服電機(jī)作為執(zhí)行單元����,額定輸出轉(zhuǎn)矩45N·m匹配機(jī)構(gòu)動(dòng)力學(xué)負(fù)載要求�����。核心控制算法融合了交叉耦合補(bǔ)償機(jī)制,通過(guò)建立各運(yùn)動(dòng)軸間的動(dòng)態(tài)耦合模型���,實(shí)時(shí)修正由機(jī)械間隙、負(fù)載擾動(dòng)引起的同步誤差�����。伺服電機(jī)動(dòng)力學(xué)特性由二階微分方程描述,其中電機(jī)輸出轉(zhuǎn)矩與轉(zhuǎn)子角加速度��、角速度及q軸電流呈非線性關(guān)系,轉(zhuǎn)動(dòng)慣量J的精確辨識(shí)采用諧波激勵(lì)法�,在空載與帶載工況下分別施加頻率掃描信號(hào)�����,通過(guò)頻譜分析獲得J=0.12kg·m2的等效慣量值���。為提升多軸運(yùn)動(dòng)同步精度,控制架構(gòu)中嵌入基于滑模變結(jié)構(gòu)的同步補(bǔ)償器。
2.2位置精度補(bǔ)償
為實(shí)現(xiàn)鎖模機(jī)構(gòu)微米級(jí)定位精度���,本文構(gòu)建了激光干涉儀在線測(cè)量與模糊PID復(fù)合控制系統(tǒng)����。測(cè)量系統(tǒng)采用RenishawXL-80型激光干涉儀��,線性分辨率為0.001mm�,采樣頻率5kHz���,通過(guò)多路光路分時(shí)復(fù)用技術(shù)同步采集四個(gè)關(guān)鍵節(jié)點(diǎn)的位置偏差��。原始誤差數(shù)據(jù)經(jīng)卡爾曼濾波預(yù)處理后,輸入至三輸入單輸出的模糊PID控制器。控制系統(tǒng)的核心采用三輸入單輸出的模糊PID控制器架構(gòu),通過(guò)融合傳統(tǒng)PID控制的穩(wěn)定性與模糊邏輯的適應(yīng)性,突破單一控制策略的局限性。
3立式注塑機(jī)全電動(dòng)鎖模機(jī)構(gòu)的設(shè)計(jì)及性能
3.1全電動(dòng)鎖模機(jī)構(gòu)的結(jié)構(gòu)設(shè)計(jì)與驅(qū)動(dòng)力優(yōu)化
立式注塑機(jī)全電動(dòng)鎖模機(jī)構(gòu)的設(shè)計(jì)核心在于突破傳統(tǒng)液壓系統(tǒng)的動(dòng)力傳遞瓶頸����。本文采用雙伺服電機(jī)直驅(qū)拓?fù)錁?gòu)型�����,通過(guò)行星滾柱絲杠副(PlanetaryRollerScrew)將旋轉(zhuǎn)運(yùn)動(dòng)轉(zhuǎn)化為直線鎖模力,最大輸出鎖模力可達(dá)3500kN,較同規(guī)格液壓系統(tǒng)提升15%�����。相較于液壓系統(tǒng)依賴高壓油泵持續(xù)供能的模式,電動(dòng)鎖模機(jī)構(gòu)僅在啟閉階段消耗能量,空載待機(jī)功耗僅為液壓系統(tǒng)的3%�,且無(wú)液壓油溫升導(dǎo)致的熱變形問(wèn)題,模具平行度誤差控制在0.01mm/m以內(nèi)���,滿足精密光學(xué)透鏡成型需求�。
3.2動(dòng)態(tài)響應(yīng)與能耗特性的技術(shù)突破
全電動(dòng)鎖模機(jī)構(gòu)的運(yùn)動(dòng)控制性能顯著優(yōu)于液壓驅(qū)動(dòng)方式?�;谟来磐剿欧姍C(jī)的直接驅(qū)動(dòng)方案�����,速度響應(yīng)帶寬達(dá)到500Hz以上�����,模板開(kāi)合時(shí)間從液壓系統(tǒng)的2.2s縮短至1.5s�,且加速度曲線平滑無(wú)超調(diào)���。
3.3精度保持性與全生命周期成本優(yōu)勢(shì)
全電動(dòng)鎖模機(jī)構(gòu)通過(guò)結(jié)構(gòu)剛性優(yōu)化實(shí)現(xiàn)了長(zhǎng)期精度穩(wěn)定性。四立柱預(yù)緊力自補(bǔ)償機(jī)構(gòu)采用應(yīng)變片實(shí)時(shí)監(jiān)測(cè)立柱拉伸量���,配合有限元拓?fù)鋬?yōu)化設(shè)計(jì)的箱體結(jié)構(gòu),使系統(tǒng)剛性達(dá)到12.5kN/μm����,較液壓機(jī)型提升40%�����。在千萬(wàn)次循環(huán)疲勞測(cè)試中,電動(dòng)機(jī)構(gòu)的位置重復(fù)定位精度仍保持±0.005mm(3σ),而液壓系統(tǒng)因密封件磨損導(dǎo)致的精度衰減量達(dá)0.03mm��。
4結(jié)語(yǔ)
本文通過(guò)機(jī)電一體化創(chuàng)新設(shè)計(jì)����,成功構(gòu)建了全電動(dòng)鎖模機(jī)構(gòu)的新型技術(shù)體系�����。相較于傳統(tǒng)驅(qū)動(dòng)方案��,該技術(shù)顯著提升了鎖模系統(tǒng)的綜合性能��,在運(yùn)行穩(wěn)定性��、能源效率與精密控制等方面實(shí)現(xiàn)系統(tǒng)性突破。創(chuàng)新性主要體現(xiàn)在三個(gè)維度:
①通過(guò)復(fù)合式增力機(jī)構(gòu)的結(jié)構(gòu)優(yōu)化,有效突破了傳統(tǒng)傳力機(jī)構(gòu)增力效率與空間約束的矛盾����。②基于智能控制算法與多軸協(xié)同策略的創(chuàng)新應(yīng)用,實(shí)現(xiàn)了微米級(jí)運(yùn)動(dòng)精度的閉環(huán)控制。
③模塊化集成設(shè)計(jì)理念的應(yīng)用�,簡(jiǎn)化了系統(tǒng)復(fù)雜度��,在制造成本與環(huán)境友好性方面有顯著優(yōu)化。
參考文獻(xiàn)
[1]王瀚毅,曾愛(ài)平,尹志宏,等.基于AMESim的注塑機(jī)能耗分析及其節(jié)能技術(shù)[J].機(jī)電工程技術(shù)���,2024,53(12):300-303.
[2]Grace.邁向高效�、智能�����、綠色制造時(shí)代WINTEC攜全新注塑機(jī)系列亮相2024年中國(guó)國(guó)際橡塑展[J].上海化工,2024�,49(3):41.
[3]邁向高效��、智能、綠色制造時(shí)代WINTEC攜全新注塑機(jī)系列亮相CHINAPLAS2024[J].化工裝備技術(shù),2024,45(3):14.
[4]何和智�����,高琦�����,張濤.國(guó)內(nèi)外大型注塑機(jī)技術(shù)發(fā)展動(dòng)態(tài)綜述[J].中國(guó)塑料���,2022�����,36(11):140-149.
[5]石則滿.由注塑機(jī)行業(yè)窺視國(guó)內(nèi)基礎(chǔ)工業(yè)的現(xiàn)狀與未來(lái)之路[J].橡塑技術(shù)與裝備�,2021����,47(22):16-18.
[6]燕衛(wèi)亮.全電動(dòng)注塑機(jī)斜排五點(diǎn)雙曲肘機(jī)構(gòu)的設(shè)計(jì)與研究[J].機(jī)械設(shè)計(jì)與制造工程,2021,50(6):21-24.















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...














