-

- 雜志類目(編輯計劃)/li>
- 雜志類目(投稿服務)/li>
- 全站底部/li>
- 移動應用描述/li>
- 雜志類目(編輯簡介)/li>
- 雜志類目(編輯計劃)/li>
- 視頻/li>
- 管窺擠出精品/li>
- 默認分類/li>
- 求購
- 供應
- 視頻
- 宣傳矩陣
-







呂有忠 王偉偉 李家榮(云南工商學院,云南 昆明 650000)
摘要:注塑機作為高端制造的重要部分,智能化也成為注塑機技術發展的方向之一。采用S7-1200PLC為核心控制器,實現注塑機各個工序的自動化控制,根據注塑機控制系統的需求,設計了其軟硬件系統,詳細介紹了系統組成和PLC的控制程序,并通過手動和自動運行調試,驗證了系統的可行性和穩定性。該設計對全自動注塑機控制具有一定的借鑒價值。
關鍵詞:PLC技術;注塑機控制;控制程序
塑料加工設備的技術發展,尤其是注塑機,已經成為塑料制品生產中不可或缺的設備,同時也是衡量塑料工業技術水平的核心標準之一。注塑機能夠一次性制造出外觀復雜、尺寸準確且表面光滑的塑料產品,可以制造出帶有金屬的嵌件,確保其具備出色的組裝性能和可互換性,這對于塑料的廣泛應用、標準化和系統化都是有益的。注塑機可以迅速替換注塑成型的模具,從而生產出滿足市場要求的產品。這種技術特別適合于工程塑料和特種塑料的成型過程,能夠生產出具有獨特性能和用途的產品。它具有較高的自動化水平、正產率和智能化水平,并能實現“無人化”的管理模式。
注塑機控制系統是一種基于PLC的全自動控制系統,該系統以西門子S7-1200PLC為核心控制器,搭配一系列精密執行器設備,實現各個工序的自動化控制。
1系統概述
本系統主要采用PLC控制技術,實現各個工序的自動化控制,并使用溫度傳感器實時采集模具成型的溫度,提高注塑機注塑精度。除了滿足基礎的邏輯控制外,還擴展到人機控制、通信協議等方面,確保設備端控制系統的可擴展性。
主要內容包含硬件和軟件兩部分。在電氣原理圖設計時,除了完成基礎功能,還要考慮設備的安全性,如增加熱繼電器、熔斷器、電機外殼接地等。在硬件選型中,功能、成本和性能作為基礎選型標準,同時還要考慮元器件自身的安全性設計。如元器件的過壓、過流保護、元器件材料的阻燃性等等。軟件部分分為PLC程序開發和HMI畫面設計,在PLC程序編寫過程中,程序段落部署清晰、合理,注釋部分闡述明確,方便后續系統的升級和改造。注塑機機構如圖1所示。

圖1.注塑機結構
注塑成型工藝過程主要包括系統初始化、鎖模前進、閉模、注射、鎖模后退、開模這6個階段。注塑機主要動力通過液壓控制,由油泵提供液壓油。在啟動注塑機時,首先把原料、輔料進行充分混合,然后投入料斗,設備運行時原料經螺桿料筒加熱熔融塑化,完成預塑動作,模具閉合。通過高壓將融化的塑料加壓,充填到模具中,直到填滿模具腔體后停止填充,并保持一定的壓力,進行保壓冷卻,在模具中冷卻一定時間,讓塑料充分固化成型。待模具內的溶液冷卻成型后,打開模具,頂出注塑成型的塑料制品,取出制品。至此,一個塑膠件制作完成,下一循環開始。注塑機注塑成型的工藝流程如圖2所示:

圖2.注塑機工藝流程圖
2控制功能分析
根據全自動注塑機控制系統的需求如圖3所示,本次系統設計應滿足注射部分:系統運行后,在料筒內,塑料原料經過加熱后會融化,然后在壓力和速度的作用下,將這些融化的塑料注入到模具中。在注射過程完成之后,對模具里的融化塑料進行冷卻保壓及定型處理。閉模部分主要確保在注射過程中鎖模和模具能夠完全閉合,冷卻定型后能夠順利打開,并將制品推出。另外,在模具完全閉合之后,應為模具提供充足的壓力以鎖定模具,這樣可以有效抵抗熔融塑料進入模具時產生由內向外的壓力,避免模具出現裂縫,從而避免制品出現問題。液壓部分的主要作用是為注塑機提供所需的動力,以滿足工藝過程中的各種動作,并確保滿足注塑機各部分對壓力和溫度的特定需求。控制部分主要由液壓閥、電磁繼電器、溫度傳感器、各類開關、監控顯示設備以及PLC控制器和其授權的功能模塊等部分組成[1]。控制部分與液壓部分合理配合,可實現注塑機的工藝過程要求和各種程序動作。
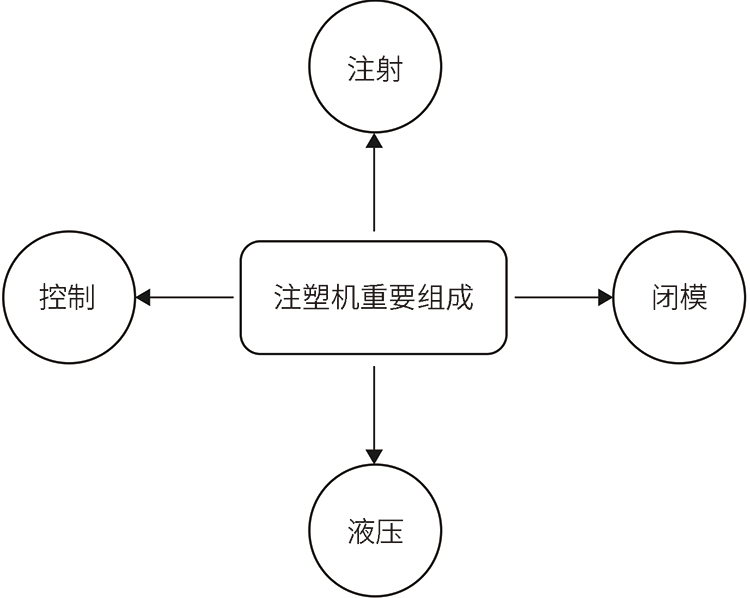
圖3注塑機重要組成部分
具體功能如下:
1)加熱功能:把呈顆粒狀的塑料放置到料筒之中,接著憑借安裝于料筒外壁之上的加熱器,對塑料進行持續加熱的操作,從而使得塑料逐漸轉變成熔融的狀態。
2)合模功能:實現閉合以及完成鎖模和模具啟閉動作,并且將制品頂出,也就是負責成型制品的工作部件。在模具閉合之后,要給予模具足夠強大的鎖模力。
3)注射功能:將已經融化的塑料原料借助旋轉螺桿在高速以及高壓的作用之下,注射到模具腔內,讓其填滿整個模具,以此來確保所生產產品的完整性。
4)保壓冷卻:把已經注射完成的產品依據設定好的時間來實施保壓冷卻的操作,讓其得以固化并定型。
5)脫模功能:模具在合模部件的效用之下,進行鎖模并向后退,然后模具開啟,頂針會將已經冷卻成型的產品頂出。
3系統構成
注塑機控制系統以PLC作為控制核心,內置模擬量輸入輸出端口,可用于溫度信號的采集。系統操控分為按鈕和觸摸屏兩種方式。系統控制開關量信號分為系統啟動和手動操作兩類,系統啟動按鈕用于注塑機控制系統運行啟動標識,手動操作按鈕則用于直接對執行機構進行操作。執行機構由閉模、開模、鎖模、注射、安全門、油泵、加熱幾部分組成。系統人機界面是對注塑機控制系統運行狀態的監控,如執行機構運行狀態、溫濕度數據實時顯示以及相應的操作。詳細系統框如圖4所示。
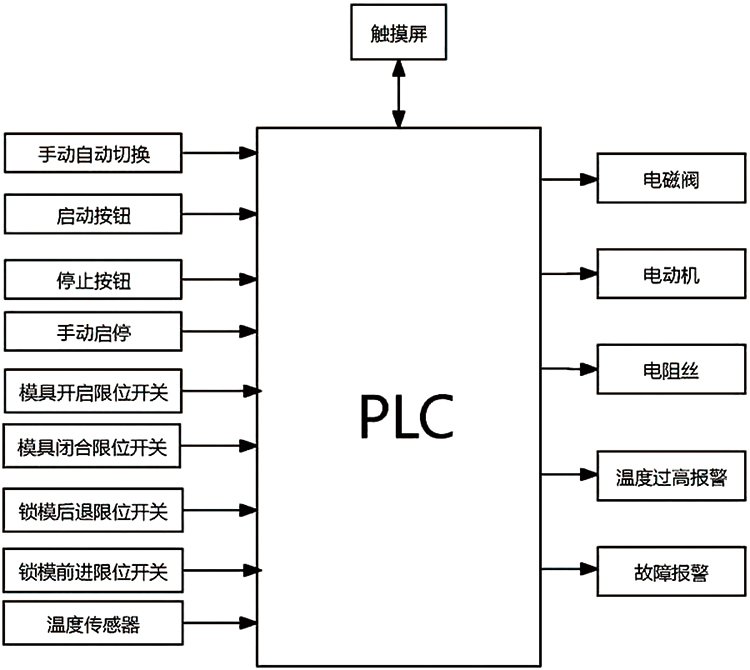
圖4注塑機控制系統框圖
本系統的功能設計主要涵蓋了加熱、合模、注射、保壓冷卻、退模以及制品頂出等一系列功能。當系統開始自動運行時,加熱器會隨之啟動,對料筒內的塑料原料進行加熱操作,待加熱到預先設定的加熱溫度后便停止加熱。此時,原料已然轉變為溶液狀態,注塑機隨之進行預塑準備工作,接著啟動油泵,然后鎖模開始向前推進;當觸發到相應的限位信號時,便開始進行閉模操作;而在閉模限位被觸發之后,注射電機隨即啟動,向模具中進行進料,完成進料流程后,便開始執行保壓冷卻過程。當保壓冷卻時間達到設定時間后,鎖模后退并觸發到位信號,此時模具開模,會將已經成型的塑料產品借助模具內的頂針頂出。倘若執行的是單周期模式,那么注塑機在完成一次循環之后就會停止運作;而若切換成連續周期模式,注塑機則會持續不斷地進行循環操作。
4主程序設計
注塑機主程序設計包括加熱部分、進料部分、液壓部分和冷卻部分,具體介紹如下:
1)加熱部分。當料斗中存有原料的時候,整個系統便開始啟動加熱進程。通過采用高效率的加熱裝置,對料斗內部的塑料粒子實施加熱操作,促使這些塑料粒子能夠逐步達到理想的融化狀態。在此過程中,加熱裝置會持續穩定地發揮作用,源源不斷地輸出熱量,以確保塑料粒子能夠被充分且均勻地加熱,從而最終實現完全達到理想的融化狀態這一目標,為后續的注塑等工藝環節做好充分的準備。
2)進料部分。當加熱裝置達到設定的溫度,說明塑料粒子已經充分融化,鎖模前進到位,模具開始閉合,與此同時,進料閥門
打開,開始注塑熔融狀態的原料。
3)合模部分。在物料注入模具的過程中,液壓系統不但要給出需要的注塑壓力,而且還對鎖模、模具閉合、保壓等進行壓力保持。當模具腔內注滿塑料溶液后,停止進料。
4)冷卻部分。注塑結束后,模具開始進行冷卻保壓定型部分工作。等待模具腔內的制品到達設定時間后冷卻保壓定型完成,此時,模具接收到冷卻完成信號就會自動打開,模具打開到達限位后頂出成型的制品,至此注塑工作完成。因此,主程序模式的流程如圖5所示。
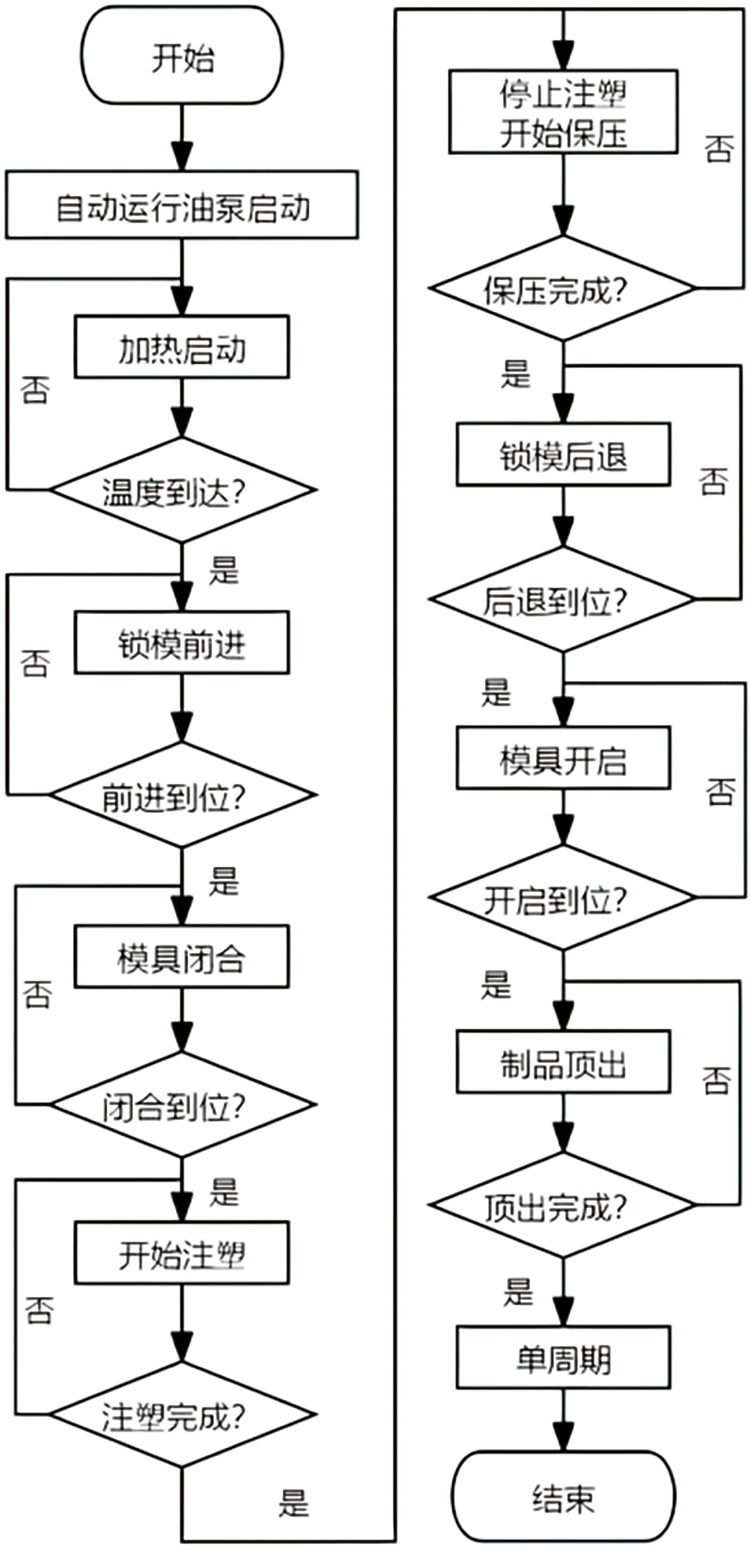
圖5主程序模式模式流程圖
5系統調試
系統調試部分分為手動運行調試、自動運行調試。
5.1手動運行調試
點擊HMI主畫面的手動模式界面,就會跳轉到手動模式,手動模式都是單個進行啟動的。當按下手動加熱按鈕,注塑機就開始加熱,加熱燈會亮起,當加熱溫度超過溫度設定值及設定的溫度報警值時,溫度過高報警燈會亮,提醒加熱溫度已超過報警溫度,需要關閉手動加熱。
當按下手動油泵按鈕,油泵開始運行,油泵運行指示燈亮起,不手動關閉油泵,油泵會一直運行;按下手動鎖模前進按鈕,鎖模前進,鎖模指示隨之燈亮起,鎖模前進到位了指示燈就會熄滅;按下手動閉模,模具開始閉合,模具閉合到位閉模指示燈熄滅。按下手動注塑按鈕,注塑機開始進行注塑,人機界面有顯示注射中,說明注塑機正在注塑,注塑完成后需要按下手動注塑,將注塑模式關閉。
5.2自動運行調試
按下自動模式切換開關,把手動模式切換成自動模式。把加熱溫度設定、報警溫度及保壓冷卻時間調好。按下自動啟動,注塑機開始自動運行,將料斗里的塑料進行加熱融化,加熱溫度達到所設定的溫度值,塑料融化呈水溶狀態,等待注射。如加熱溫度大于設定的報警溫度,溫度過高報警燈就會亮起。自動加熱功能如圖6所示:

圖6自動加熱功能圖
注塑自動啟動過程中,溫度控制一直處于閉環控制,可通過溫度變化趨勢窗口查看溫度變化曲線圖,如圖7所示。
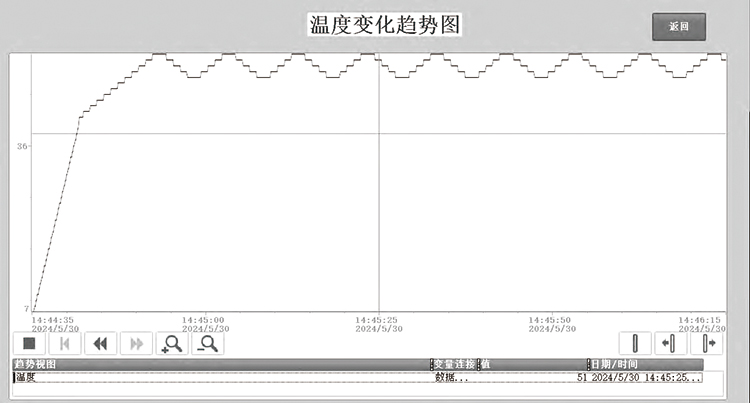
圖7溫度變化趨勢圖
加熱完成后,注塑機開始進行下一步操作,油泵運行,鎖模開始前進,鎖模前進指示燈會亮起,當鎖模前進指示燈熄滅了,說明鎖模前進到位。這時模具開始閉模動作,閉模指示燈熄滅,表示閉模完成動作,模具已經閉合。
模具閉合完成,注塑機開始向模具腔內注射水溶狀態下的溶液,將模具腔內一直注射到滿,注塑機才停止注射。當注塑完成后,開始進行制品的保壓冷卻定型。根據設定的保壓時間來執行保壓冷卻定型工作。當前時間到達設定的保壓時間后,鎖模便開始緩緩后退,與此同時,模具開啟,將已經冷卻且完成定型的塑料制品向外推出,至此便完成了一個完整的循環過程。
6結束語
該系統的PLC控制程序通過在實際工程中應用,實踐證明了系統的先進性與穩定性。但在控制策略設計方面還存在改進空間,比如系統在注射溶液到模具時,對于模具內的壓力沒有控制,后續可以添加壓力數據模塊對注塑機注射時的壓力,以及模具腔內的壓力進行精確控制,防止注塑時壓力過大導致鎖模力不夠,而將模具撐開。
參考文獻
[1]張曉茜,范藝萌,王俊杰,等.基于PLC的微注射成型機溫度控制方法的研究[J].華北科技學院學報,2019,16(3):95-99
















 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





