-

- 雜志類目(編輯計劃)/li>
- 雜志類目(投稿服務)/li>
- 全站底部/li>
- 移動應用描述/li>
- 雜志類目(編輯簡介)/li>
- 雜志類目(編輯計劃)/li>
- 視頻/li>
- 管窺擠出精品/li>
- 默認分類/li>
- 求購
- 供應
- 視頻
- 宣傳矩陣
-







(廣州鹿山新材料股份有限公司,廣東廣州510530)
摘要:以聚烯烴彈性體(POE)和增粘樹脂為主體,制備出熱熔膠黏性粒子,再將該粒子作為膠黏層,聚乙烯作用為芯層和開卷層通過三層共擠吹膜制得PE保護膜。主要考察該類溫度、時間和膠含量對剝離強度的影響,不同基材的黏性,開卷性及耐候性等性能的影響。結果表明:POE密度為0.863g/cm3,增粘樹脂用量20%時,與行業中常用的吹膜料LLDPE7042的流變性在460~1800s-1剪切范圍內匹配性較好。共擠保護膜隨著被貼基材表面溫度增加,剝離力基本呈線性增長,溫度超65℃后,剝離力增長幅度明顯放緩。65℃下貼合在啞光涂層板上,與傳統涂膠膜對比初始剝離強度分別為1.6N/25mm和1.4N/25mm,經75℃烘烤120h后增粘幅度分別為93%和56%,基材表面無殘膠和析出。隨著膠含量增加,剝離強度隨之線性上升,在啞光涂層面比高光涂層面上升率更高。所制保護膜對不銹鋼板,PVC板,油墨板和PC板等不同基材都有較好的黏性保護作用;在開卷層加入開卷母粒,能有效降低保護膜的開卷力;采用黑白膜作為背層,戶外耐候性及耐熱殘膠性能較好。
關鍵詞:保護膜;熱熔膠;剝離強度;吹膜
保護膜通常由黏性層、芯層和開卷層組成,是一種用來保護易損害表面的薄膜,其目的是對受保護基材表面在生產、加工、運輸和貯存過程中進行臨時性表面保護。行業對保護膜的主要性能要求有:適當而穩定的黏性、易解卷、少晶點、易撕下且無殘膠、不留影、耐候性等。黏性層一般是壓敏膠類型,壓敏膠黏性層按生產工藝主要分為涂布型的溶劑膠或熱熔膠和共擠型自粘膠。黏性層以氫化SBC為主體的共擠自粘型保護膜,氫化SBC成本高,且得到的黏性層不穩定,后增黏性高,在涂層板上使用時有析出霧板現象;并且,對不同基材的黏性變化較大,尤其是粗糙表面、低表面能基材及PVC表面黏性下降很快,通用性不佳;此外,黏性層以氫化SBC為主體的保護膜,通常是在室溫下貼合,高溫下黏性下降,不適合溫度較高的基材表面熱貼合使用,如彩涂金屬復合板、PVC及復合板,這類板材在熱復合后仍有一定溫度;涂布型壓敏膠制得的保護膜,存在VOC環境污染、工序復雜、效率低、產品穩定性差等問題。
熱熔膠是一種100%固含量,不含揮發性有機物質的膠黏劑,可以在膠黏劑的熔融狀態下用各種方式涂膠,在適當的時間內(開放時間),得到適當的流動、變形和潤濕[1-2]。聚烯烴類熱熔膠有其獨特的優異性能,如對許多極性和非極性材料的黏接牢度強,密度小,氣味低,易揮發性物質少,可耐高低溫,耐候性好等[3]。聚烯烴類熱熔膠用于制作保護膜,用在某些高溫復合或熱成型后要貼保護膜的領域(例如金屬與塑料熱復合板材,PVC片材擠出成型),此種熱熔膠做成的保護膜恰能利用板材表面的溫度進行熱貼合,冷卻后保持住黏性。相比于傳統壓敏型保護膜(涂布型和自黏性)更具有成本,性能和工藝上的優勢。
從POE類型及增粘樹脂用量對黏性粒子綜合性能的影響,溫度和時間對保護膜的剝離強度的影響,以及膠含量對剝離強度的影響,對不同基材的黏性,開卷性以及耐候性等性能的影響,考察了POE熱熔膠在保護膜中的性能和應用。
1實驗
1.1主要原料
POE聚烯烴彈性體(工業級,牌號:851861871881),韓國SK化學;增粘樹脂(工業級,牌號:56005615),美國埃克森美孚公司;聚乙烯(工業級,牌號:LDPE2420H,LLDPE7042),中海殼牌石油化工有限公司;抗氧劑(工業級,牌號:B215),德國巴斯夫公司。聚烯烴彈性體(POE)、增粘樹脂及抗氧劑等均為市售工業品。
1.2主要儀器設備
35D雙螺桿擠出機,南京歐立擠出機械有限公司;CMT4104電子萬能試驗機,美特斯工業系統(中國)有限公司;SRZ-400D熔體流動速率測定儀,長春市智能儀器設備有限公司;XK3150電子稱,上海英展機電企業有限公司;VKG-50E立式混色機,震龍塑料機械有限公司;PolylabOSHAAKE轉矩流變儀,德國賽默飛世爾科技公司(ThermoFisher);JM35×3×65三層吹膜機,佛山市順德區今明塑料機械有限公司;402型熱老化試驗箱,上海市實驗儀器總廠。
1.3制備工藝
(1)將聚烯烴彈性體(POE),增粘樹脂,抗氧劑等組分按照配比配料,加入到攪拌釜中混合均勻,然后將混合物加入至雙螺桿擠出機水下切粒,烘干;
(2)將熱熔膠粒作為外層,聚乙烯作用為中間層和內層通過三層共擠吹膜,經空氣冷卻、收卷而成為熱熔型聚乙烯保護膜。
1.4性能測試標準
熔融指數:按GB/T3682測試;硬度:按GB/T531-2008測試;拉伸性能:按GB/T528-2009測試,500mm/min速率;180°剝離強度:按GB/T2792-2014測試;密度:按GB/T1033.1-2008測試。
2結果與討論
2.1POE密度對黏接樹脂綜合性能的影響
聚烯烴彈性體(POE)是由乙烯和α烯烴共聚而成,其中聚乙烯鏈結晶區(樹脂相)起物理交聯點的作用,具有典型的塑料性能,加入一定量的α-烯烴(1-丁烯、1-己烯、1-辛烯等)后,削弱了聚乙烯鏈的結晶區,形成了呈現橡膠彈性的無定型區(橡膠相),使產品又具有彈性體的性質。POE的結構類型決定了熱熔膠的內聚強度、柔韌性、對基材的黏接性以及加工性。增粘樹脂是熱熔黏合劑的重要組成部分,可降低熱熔黏合劑的黏度,使被粘物易于潤濕,從而實現改善熱熔黏合劑等的黏合性的效果[1-2]。增粘樹脂是使用石油或天然原料合成的低分子量聚合物,軟化點的范圍從室溫以下至160℃;分子量300~2500,密度比POE大。表1為增粘樹脂用量為20%時,POE密度對黏性粒子的綜合性能影響。由表1可知,隨著配方體系中POE密度從0.857g/cm3增加到0.880g/cm3,黏性粒子的熔指變化不大;硬度從46A增加至70A;密度從0.885g/cm3增加至0.998g/cm3;拉伸斷裂強度從3.0MPa增加至12.5MPa;斷裂伸長率從750%降低至570%;剝離力從14N/25mm降低到0.7N/25mm。根據綜合性能的結果,選用POE密度為0.863左右較為合適。
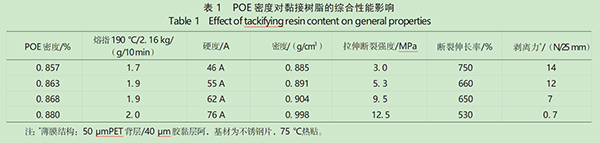
表1 POE密度對黏接樹脂的綜合性能影響
Table1 Effect of tackifyingresincontent on general properties
2.2流變性能
行業中共擠保護膜大都采用PE或PP與黏性粒子多層共擠生產技術,膠層含量一般在5%~25%之間,尤其5%~15%之間較常用,在螺桿的剪切作用下,如果膠層黏性粒子的流變和芯層材料不匹配,就會導致熔體破裂和/或者膠粘流平分散不均勻。圖1為含20%增粘樹脂粘的黏性粒子和行業中常用的吹膜料LLDPE7042在180℃的流變性能,從圖1中結果可以看出黏性粒子黏和PE背層材料的流變在460~1800s-1剪切范圍內趨勢匹配性較好。相同剪切速率下,黏性粒子的表觀黏度比相應的LLDPE稍大,實際吹膜時,粘料層溫度設定比相鄰PE層溫度稍高,這樣可以更好地與PE層黏度匹配,5%、7%、9%及15%膠含量設定下吹膜,粘料層可以均勻分散,成膜性較好。
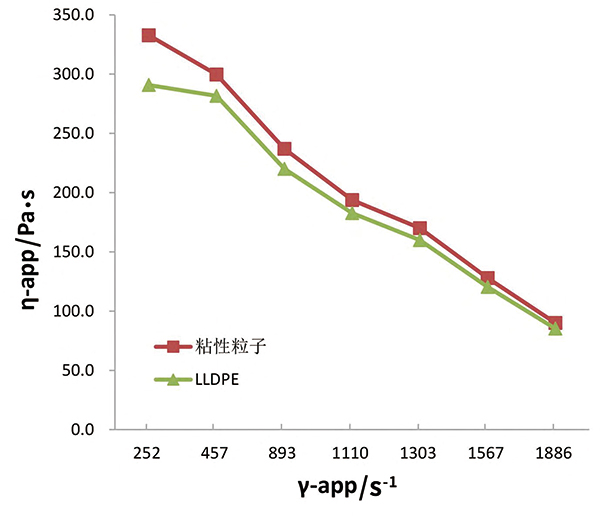
圖1 黏性粒子和PE在180℃的流變性能
Fig.1 Therheologicalproperties of adhesive resin & PE at 180℃
2.3溫度和時間對剝離強度的影響
由于保護膜的膠層是熱熔膠類型,要在適當的時間內(開放時間),才能得到適當的流動、變形和潤濕,因而貼合溫度對黏性(剝離力)影響較大。貼膜時基材的表面溫度對剝離強度的影響如圖2所示:當共擠自黏膜總厚為45μm,膠含量為8%時,隨著基材表面溫度由室溫增加到70℃時,在高光及啞光涂層板上的剝離力基本呈線性增長,溫度超65℃后,剝離力增長幅度明顯放緩。
結構:LDPE//LDPE//黏性層;總厚45μm;膠含量8%。
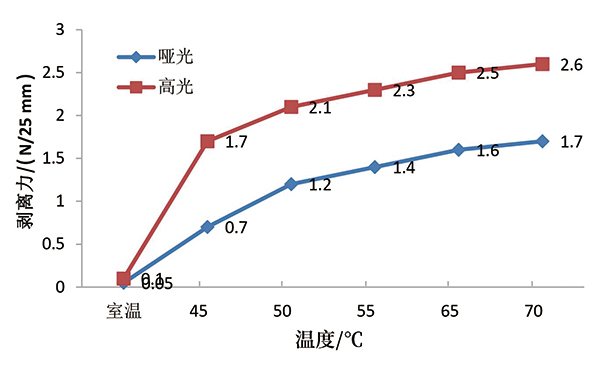
圖2基材溫度對剝離強度的影響
Fig.2 Effect of substrate temperature on peel strength
被保護材料貼上保護膜之后,要經過一段時間才能揭下來,短的僅僅幾分鐘,而長的在1a以上。在這段時間內,保護膜的剝離強度往往會隨著時間的延續而增大,導致黏性增加,撕膜困難甚至撕不下來等情況,增加使用者的勞動強度,甚至因殘膠對被保護基材有污染和破壞造成損失[4-5]。溫度和時間對剝離強度的影響如圖3所示:當共擠自黏膜總厚為45μm,膠含量為8%時,65℃貼合后在啞光涂層板,與傳統涂膠膜對膜對比初使剝離強度分別為1.6N/25mm和1.4N/25mm,經75℃烘烤120h后增粘幅度分別為93%和56%,基材表面無殘膠和析出。
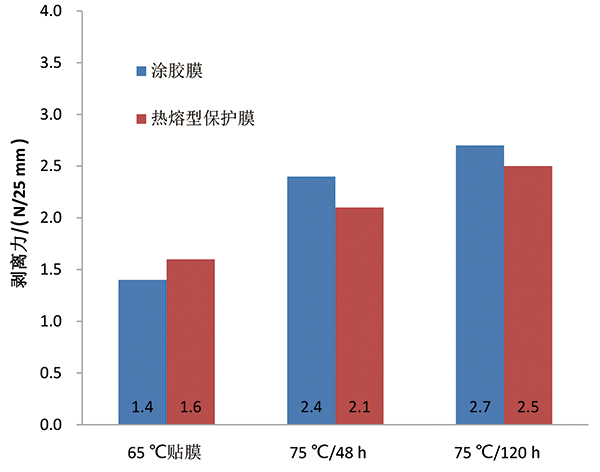
圖3 溫度和時間對剝離強度的影響
Fig.3 Effect of temperature and time on peel strength
2.4膠含量對剝離強度的影響
熱熔膠的特點就是能夠在開放時間內,在一定的壓力條件下得到適當的流動、變形和潤濕,這意味著其在特定工作溫度下就可以發生自行運動或流動而在被貼物表面上潤濕,而這種流動的特性可以讓熱熔膠在接觸微觀粗糙的被貼物表面時獲得較大的接觸面積。膠含量越高,黏性層越厚,膠層在特定溫度和壓力的作用下更易發生流動現象,在基材表面更充分潤濕獲得更大的接觸面積。膠含量與剝離強度的關系如圖4所示,膠含量從5%增加13%時,保護膜在高光和啞光涂層板上的剝離力基本呈線性增加,前者剝離力從1.9N/25mm增至3.7N/25mm,增加95%;后者剝離力從1.3N/25mm增至3.1N/25mm,增加138%,說明啞光板涂層表面的剝離強度對膠含量更加敏感。
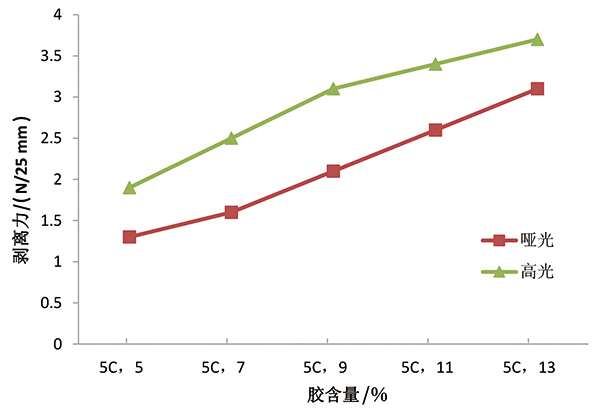
圖4膠含量對剝離強度的影響
Fig.4 Effect of adhesive content on peel strength
2.5不同基材剝離強度的影響
黏接性是熱熔膠最重要的性能之一,影響因素也多。除了熱熔膠自身的配方因素之外,被粘材料的表面能和粗糙度也影響黏接性。不同被黏接基材的表面能大小不一樣,表面低的材料很難被浸潤,吸引力小,黏接起來比較難;表面能高的材料較容易被浸潤,吸引力大,較容易被黏接[5]。所制保護膜對不同基材,在70℃板溫下貼膜后的黏性如表2所示,對不銹鋼板,PVC板,玻璃,油墨板和硬質PC板等不同基材都有較好的黏性,對于氟碳漆表面則黏性較低。
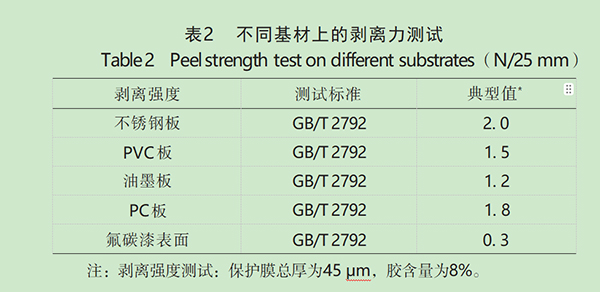
表2 不同基材上的剝離力測試
Table2 Peelstrength test on different substrates(N/25mm)
2.6開卷性
保護膜制品一般是以卷盤狀形式存在,保護膜的黏性層和背層緊密接觸,產生較強的黏附張力,使用時需要一定的力才能使其分開,這種分離的力業界稱之為解卷力[6]。解卷性是保護膜的一項重要性能,影響下游的使用和保護膜的性能,解卷較難的保護膜使用時需要的解卷力大,增加使用者的勞動強度;另外,保護膜的表面會出現解卷停頓時的痕跡線導致貼膜后表面不平整,以及難解卷造成保護膜的拉伸應變高,貼在基材上有回彈縮邊的傾向,對于較薄的保護膜來說影響更大。此外,針對某些表面粗糙或難粘基材,保護膜的黏性層含量要增加,導致黏性增加進而更難解卷。通常在開卷層添加爽滑劑或開口劑母料有助于解卷,常見的有二氧化硅母料、硅酮母粒母料、酰胺母料,高分子蠟類母料等。表3是對比在開卷層添加2%不同爽滑劑或開口劑母料對剝離及解卷力的影響。
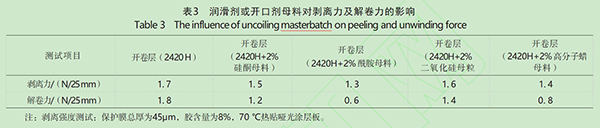
表3 潤滑劑或開口劑母料對剝離力及解卷力的影響
Table3 The influence of uncoiling masterbatch on peeling and unwinding force
2.7耐候性
黏接材料作為保護膜的關鍵材料,其老化性能對保護膜使用壽命顯然會產生影響。黏接樹脂在加工、成膜過程中均經歷熔融受熱過程,使用過程中受紫外光,濕氣,溫度和鹽霧等氣候影響保護膜使用壽命。黏接材料老化后,大分子鏈會斷裂,平均分子量降低,內聚強度會隨之降低,進而會發生內聚破壞或膠與背層脫離,產生遺膠現象[3]。因此,黏接材料在配方設計過程必須考慮耐老化行為。表4和表5分別是保護膜(黑白)的UV加速老化和戶外耐候性測試結果,黑白膜的耐UV老化殘膠性較好,戶外測試也顯示出一致的結果。表6為膜的耐熱測試結果,75℃/3d條件下無析出和殘膠。
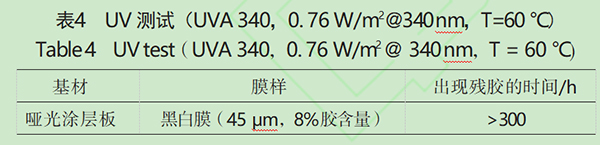
表4 UV測試(UVA340,0.76W/m2@340nm,T=60℃)
Table4 UV test(UVA340,0.76W/m2@340nm,T=60℃)
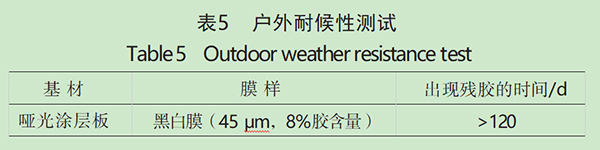
表5 戶外耐候性測試
Table 5 Outdoor weather resistancetest
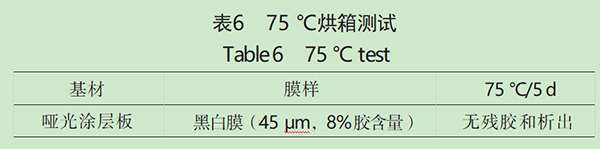
表6 75℃烘箱測試
Table 6 75℃ test
3結論
(1)隨著配方體系中POE密度從0.857g/cm3增加到0.880g/cm3,黏性粒子的熔指變化不大;硬度從46A增加至70A;密度從0.885g/cm3增加至0.998g/cm3;拉伸斷裂強度從3.0MPa增加至12.5MPa;斷裂伸長率從750%降低至570%;剝離力從14N/25mm降低到0.7N/25mm。當POE密度為0.863時,綜合性能較佳。180℃流變性能測試結果顯示黏性粒子黏和行業中常用的吹膜料LLDPE7042的流變性能在460~1800s-1剪切范圍內匹配性較好;
(2)共擠保護膜總厚為45μm,膠含量為8%時,隨著被貼膜基材表面溫度從室溫增加到70℃時,在高光及啞光涂層板上的剝離力基本呈線性增長,溫度超65℃后,剝離力增長幅度明顯放緩。65℃貼合在啞光涂層板上,與傳統涂膠膜對膜對比初始剝離強度分別為1.6N/25mm和1.4N/25mm,經75℃烘烤120h后增粘幅度分別為93%和56%,基材表面無殘膠和析出;
(3)隨著膠含量從5%增加13%時,保護膜在高光和啞光板上的剝離力基本呈線性增加,分別從1.9N/25mm增至3.7N/25mm和從1.3N/25mm增至3.1N/25mm,增加95%和138%,在啞光板上比高光板上的上升率更高;
(4)所制保護膜對不銹鋼板,PVC板,玻璃,油墨板和PC板等不同基材都有較好的黏性保護作用;在開卷層加入2%開卷母粒,能有效降低保護膜的開卷力,采用黑白膜作為背層,戶外耐候及耐熱殘膠性能較好。
參考文獻
[1]曹通遠.熱熔壓敏膠技術及應用[M].北京:化學工業出版社,2018:006-020.
[2]靳洪飛,李文風,孫達,等.增粘樹脂對EVA熱熔膠性能的影響[J].合成材料老化與應用,2021,50(3):21-24.
[3]繆永建,冷先勇.聚烯烴熱熔膠性能的調節方案[J].化工技術與發,2019,48(3):22-25.
[4]曾志平,王艷薇.表面保護膜形成殘膠的機理和對策[J].粘接,2007,28(1):63-64.
[5]胡優,唐舫成,汪加勝,等.SBC熱熔壓敏膠在自黏保護膜中的性能和應用研究[J].中國膠黏劑,2021,30(2):35-39.
[6]胡優,汪加勝,唐舫成,等.開卷母粒及其制備方法和應用[P].CN:202211166302.7,2022-09-23.
















 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





